- ��������
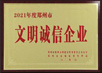
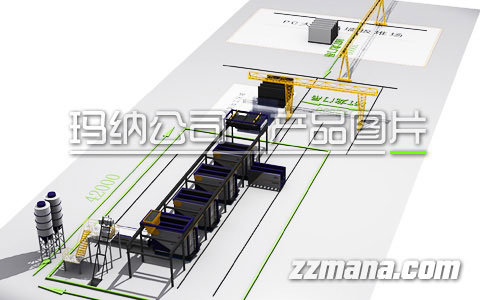
 PCװ���������
PCװ����������ҹ�˾ӵ�����Ƶ�PC����������װ���з�����ҵ�����أ�����������֣���и��¼�����������ӵ������װ��������أ��߱�������PC����������30����Ԥ�ƻ���������ģ��2000�ֵ�����������
- ��������
- ��Ʒչʾ
- ���۷���
 ���۷���
���۷������ɹ�˾Ϊ����ͻ��ĺ��֮�ǣ���֯��һ��������տ������ḻ�ļ�����Ա���齨��������ۺ�����Ŷӣ����û������ṩ���Ƹ�Ч�ķ���.
- ������Դ
 ������Դ
������Դ��ÿһλԱ������,�ṩ���õĹ���ƽ̨,��ַ���Ա����DZ�ܡ�
- ��ϵ����