目前常用的预制楼板有钢筋桁架混凝土叠合板、免拆底板钢筋桁架板等。
钢筋桁架混凝土叠合板的底板60mm厚,板侧边钢筋外露,自重较大,产量低、生产工艺复杂、运输和吊装效率差,现场一般采用满堂脚手架,后浇带式整体接缝连接需搭设模板,施工麻烦、成本较高。

免拆底板钢筋桁架板(简称钢筋桁架板)作为一种新型的组合板形式,由20mm厚的钢筋桁架预制板作为底板,现场绑扎设计要求的其他钢筋和后浇筑混凝土,形成共同受力的钢筋桁架组合板。
钢筋桁架板将60mm厚的混凝土底板或镀锌钢板用20mm厚高性能混凝土底板代替,作为现浇混凝土层的永久性模板;跨中无支撑或设置一道支撑;板与板之间密缝拼接,不需设置后浇带式整体接缝;预埋线管接线盒可现场切割;自重轻,生产、运输和吊装更加方便快捷,加快施工进度,有效降低工程综合造价。
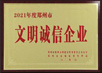
MN钢筋桁架薄型高性能混凝土叠合楼板自动化生产线介绍
一. 产品规格及产线基本参数
叠合楼承板外形尺寸:
长 × 宽 × 厚:4500mm × 1200mm(600mm) ×(15mm-25mm)
(长度、宽度和厚度可多级调节)。
最大设计产能:
单线年产150万平方米。
主产线占地面积:
27m × 150m
成品堆场面积:8000平方米 – 1000平方米。
自动化线人员配置:
主线直接操作人员9人。
二. 主要工艺装备
功能主机模块:
包括出板系统、清理系统、自动端模系统、涂油系统、网片布网切割系统、精准布料系统、整平系统(含毛面处理)、桁架定位置入系统。
精细混凝土搅拌系统模块:
自动配料计量、输送、搅拌、料浆输入。
自动化运行模块:
支撑系统、动力部分(含运行控制)、码垛输送系统、出入养护室动力系统。
养护模块:
包括养护室、加热部分、温湿度自动控制单元、养护室窑门自动控制单元。
智能制造工厂管理与控制系统:
生产管理系统、自动化控制系统。
钢筋桁架加工模块。
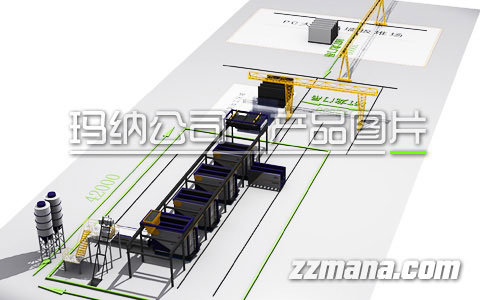
三. 主要生产工艺工序
注料工位:
模板到达工位后进行动态泵注,同时模板向前移动,并在上方进行滚压成型。多余的料浆会被回收到注料斗中。
桁架放置工位:
布料完成的模板由滚轮输送至该工位,然后进行桁架的放置,并通过振动定位桁架。
养护工位:
将放置完桁架的模板推入“多层、多道、自动进出养护窑”中进行整体养护。
出模工位:
养护完成后,将“模板 + 构件”分层推出,完成出模操作。抓板机:抓起“托板 + 构件”,移除模板后将构件码垛。
模板随后被转运回注料工位,完成循环。