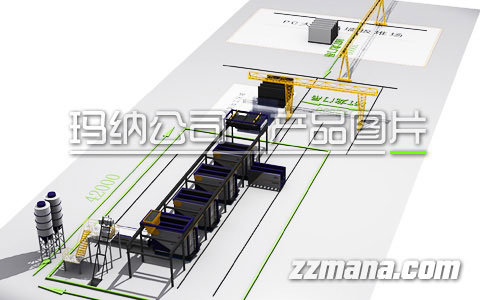
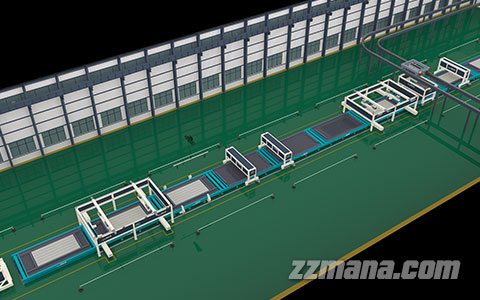
自动化流水线在质量控制、降低能耗、减少人工方面具有明显优势,因此首先要保证自动化流水线的产能。为保证工人操作熟练,提高生产效率,将固定台座生产组织按流水模式进行
(1)楼梯板及阳台板采用独立模具,其他墙板类构件采用大底模+侧模的钢模体系,以降低模具成本。
(2)叠合板预制底板的侧模采用上下两层轻型玻璃钢侧模,以保证钢筋网片的位置及保护层厚度
构件出厂与工地进场
信息管理平台为施工单位设置了互联网管理模块,施工单位可随时掌握各楼层构件的生产及厂内库存情况并可提前下单订货,构件厂根据电子订货单配车及发货。构件运输的配车方案应提前确认并重点控制支垫位置以防构件裂缝。
1. 预制构件出厂
委托有资质检测单位对预制混凝土构件性能进行鉴定检验,包括预制楼梯结构性能检验和预制叠合板结构性能检验和夹心保温外墙板的传热系数性能检验。检验结果应符合设计要求。检查合格的预制混凝土构件应做标识,标识内容包括工程名称、构件型号、生产日期、生产单位、合格标识和监理签章等,标识不全的构件不得出厂。
2. 工地进场
构件进场后由专人负责检查,根据预制构件质量验收标准逐块到场验收,检查内容包括构件类型、编号、数量、质量证明资料及构件外观、尺寸、裂缝等,记录发现的问题。对进场时不易检查的叠合板板底裂缝,检查方法是将板吊起后在空中悬停检查板底裂缝,确认合格后方可安装。
本项目前期对图纸进行充分的策划准备,保证了构件加工顺利;流水线和固定式两种生产方式的配合,确保了构件生产安排合理;生产过程中关键技术的应用,对构件质量的提高起重要作用;采用信息化管理系统,从多方面提高了构件生产及发货的管理水平。
本文仅作为学习交流,请勿用于商业用途。