住宅工业化是住宅生产方式的变革,其核心是实现由传统半手工半机械化生产方式转变成现代住宅工业化生产方式。装配式建筑作为住宅工业化的主要手段,其基础组件――预制混凝土构件的工厂化生产显得尤为重要。采用机械化的生产线可以减少工人劳动强度,提高产品质量和生产效率。由于采用工厂化定点批量生产,较大限度减少建筑垃圾及废弃物的排放,满足环境保护政策对建筑行业推广绿色施工的要求。
Beckhoff 公司基于 PC 的自动化技术以工业PC、现场总线模块、驱动和 TwinCAT 自动化软件等产品为体系,该体系产品具有网络拓扑灵活、安全扩展便利、产品兼容性强、与第3方设备接口丰富等特点,采用该技术的预制混凝土生产线,极大地满足了生产控制要求。

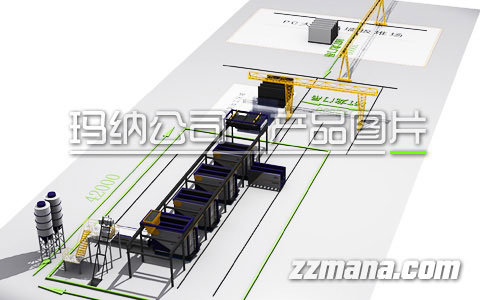
预制混凝土构件生产线工艺布
预制混凝土构件生产线布局及工艺控制要求
该预制混凝土构件生产线采用平模传送流水法进行生产,产品以平板类产品为主,可生产4种类型预制混凝土构件,分别为叠合楼板、双层墙板、实心墙板和三明治墙板,年产量为100万m2。
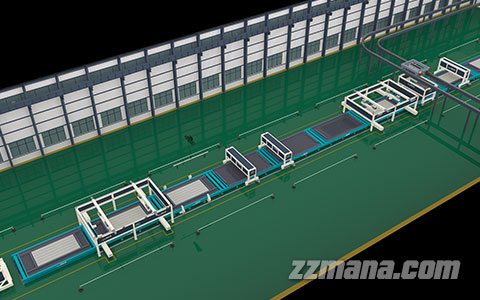
为了满足北方地区冬季可以连续生产预制混凝土构件,生产线布置在室内,其工艺布置如图1所示,其生产线横向跨度155m,纵向跨度48m,生产工位总计51个,有18个功能区域。
图1中,1为边模库,2为边模库机械手,3为横移车,4为钢筋平网生产,5为钢筋网放置,6为格构梁放置,7为格构梁存储,8为格构梁生产线,9为布料机及振捣,10为翻转装置,11为抹平,12为堆垛,13为养护窑,14为拆模起重,15为产品储运车组,16为倾卸,17为边模清洗,18为托盘清洗。
该预制混凝土构件生产线具有流水化控制特点。在生产时,托盘(底模)按照产品的生产工位步序由工位摩擦轮控制高低速进行顺序横向移动,横移车控制纵向移动,相应工位的机械设备对托盘进行操作,如边模置放、混凝土浇注等,完成预处理操作后,在养护窑进行6~8 h 50℃恒温蒸养,达到其强度80%以上即可出窑,出窑后经过倾卸拆模,成品由储运车组运输到库区,而托盘和拆卸后的边模回到边模库进行循环生产。由于整个生产线在生产过程中,设备动作频繁,其中包括大量机械手和起重设备,因此对操作人员的安全性要求较高。
本文仅作为学习交流,请勿用于商业用途。