一种基于PLC的立体养护窑控制系统,此种立体养护窑类似于垂直提升式立体车库,能够实现快速的横向移动、快速升降动作,节省时间和能耗,从而提高PC构件的养护效率。
立体养护窑的结构及工作原理
本立体养护窑由2个养护窑体和1个码垛机组成,2个养护窑体门对门相对布置,养护窑体顶端有横移轨道,码垛机安装在2个养护窑体中间,控制吊篮的升降和横移,从而控制PC构件模台的进出库。养护窑结构示意图如图1所示,每个养护窑有3个库,每个库有7层,其中一个养护窑较底层有1个进库通道,另一个较底层有1个出库通道,模台就从此进出。
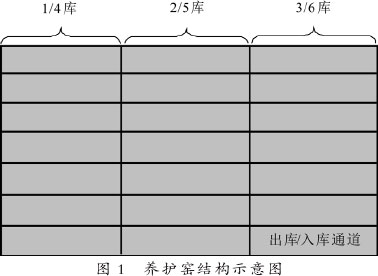
图1养护窑结构示意图
整个立体养护窑控制系统可分为机械及传动部分和电气控制部分。机械及传动部件包括钢结构框架、钢轮、模台、吊篮、升降电机及减速机构、升降制动器、横移电机、模台驱动电机、模台制动器、开门电机、门制动器、机械手进退电机、机械手旋转电机、层定位液压电机等。电气控制部分包括PLC、变频器、伺服驱动器、温湿控制器、上位机、光电开关、接近开关、按钮、旋转编码器、温度传感器、湿度传感器、电磁阀、气动阀等。
升降电机及减速机、升降制动器安装在码垛机顶部平台上,通过钢丝绳驱动吊篮的升降,借助接近开关、旋转编码器、层定位液压电机可以实现升降过程中的层定位;横移电机安装在码垛机的前后两侧,横移电机的驱动轮跨在两个养护窑顶端的轨道上,横移电机驱动码垛机左右移动,再辅以光电开关、接近开关、旋转编码器,就可以实现码垛机左右定位、复位等功能;模台驱动电机及制动器安装在码垛机吊篮底部,配合接近开关实现模台前后移动;开门电机及制动器安装在码垛机吊篮的前后两端,分别负责开关两个养护窑的窑门,配合接近开关实现窑门开关到位的定位;机械手进退电机、机械手旋转电机安装在吊篮底部前后两端,实现模台在养护窑内的放置和取出动作;温度传感器、湿度传感器均匀分布在养护窑内,实时采集库内温度和湿度,配合电磁阀、气动阀实现对蒸汽量的控制。
养护窑自动取放模台流程:系统首先判断升降吊篮上是否有模台,若有,则让用户选择出库或者放置模台,若没有,则判断养护窑中是否有养护结束的库,若有养护结束的库,就依次取出此库各层模台并送至较底层的出库通道,模台自动进入下一道工序,若没有养护结束的库,则检测较底层的入库通道是否有模台等待入库,若有则将此模台取走,依次放入闲置的库中,若入库通道没有模台,则原地等待。
养护窑养护系统控制流程:系统检测某库内模台是否放满,若没放满,用户可以进行手动养护操作,也可以继续等待入库,若放满则启动加热加湿系统,根据设定温度湿度曲线运行,养护结束时,码垛机自动对库内模台进行出库操作。
考虑到码垛机对升降和横移系统的启停、定位精度以及速度控制等方面有较高要求,分别采用变频器和伺服驱动器作为电机的驱动,采用旋转编码器作为位置信息的采集,在运行中,PLC根据实时位置执行动态的速度给定值,并引入速度PI环节,构成速度闭环控制系统,有效提高系统的响应能力。
本文仅作为学习交流,请勿用于商业用途。