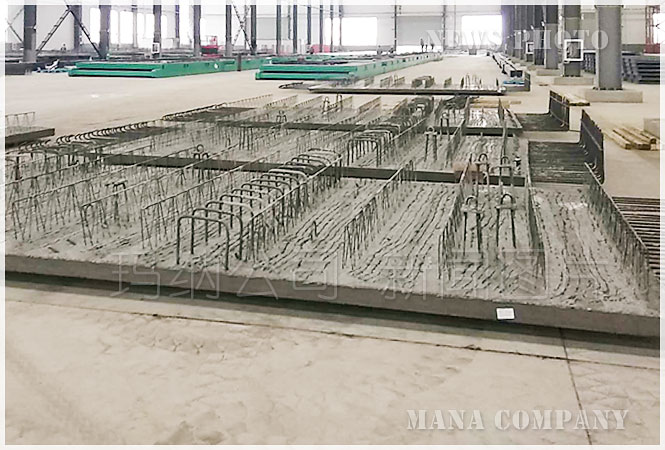
江西客户叠合板生产线现场
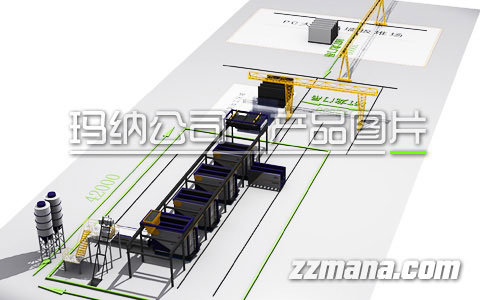
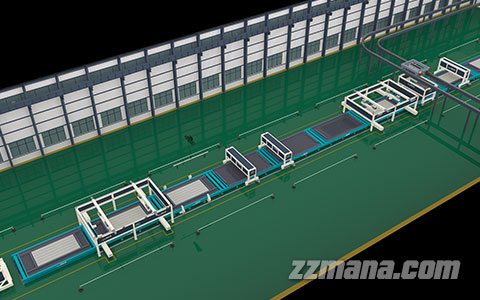
一、叠合板生产工艺流程
叠合板在生产线按照构件设计要求进行生产制作,生产条件及设备应满足生产工艺要求。生产时根据构件型号、形状、重量等特点制定相应的工艺流程和生产方案,明确质量要求和控制要点,对叠合板进行生产全过程质量控制和管理。
叠合板在 PC 生产线生产的通用工艺流程如下:模台清理→模具组装→钢筋及网片安装→水电安装专业预留预埋→隐蔽工程验收→混凝土浇筑振捣→拉毛、养护→脱模、起吊→成品验收→入库。
二、常见质量通病原因分析与预控措施
在叠合板生产过程中,可能因混凝土配合比、原材规格质量、施工工艺、养护条件、运输方式等因素,造成质量通病:
1.蜂窝、麻面、气泡等
这类质量通病对结构属于次要质量缺陷(可修复,不影响结构安全),但在外观要求较高的项目中,这类问题就会成为主要问题。
(1)主要原因
1)混凝土配合比不当或砂石级配不好;2)混凝土振捣时间短,混凝土不密实;3)模具表面粗糙或粘附水泥浆渣等杂物未清理干净,拆模时混凝土表面出现粘连;4)模具和 混凝土的接触面隔离剂涂刷不均匀,出现漏刷或者是失效。
(2)预控措施
1)严格控制砂石骨料质量,剔除不合格材料,优化混凝土配合比。做到混凝土拌和均匀,坍落度适合;2)在叠合板生产前,需要将模具表面清理干净,做到表面平整光滑,保证不出现生锈现象;3)选择质量较好的脱模剂,均匀涂刷;4)模具拼缝严密,混凝土应分层均匀振捣密实,至排除气泡为止。
2. 如缺棱掉角、构件几何尺寸偏差等
此类质量问题不一定会造成结构缺陷,但可能影响建筑功能和施工效率。
(1)主要原因:
1)脱模过早或模具边角灰浆等杂物未清理干净,未涂刷隔离剂或涂刷不均匀造成混凝土边角随模具拆除破损;2)叠合板成品在拆模、脱模起吊、存放、运输等过程受外力或重物撞击保护不好棱角被碰掉;3)边模在生产线混凝土振捣和反复拆卸过程中由于不适当的外力造成翘曲变形,使叠合板几何尺寸超出规范允许范围。
(2)预控措施
1)按标准留置同养试件,叠合板强度应满足设计强度等级时要求方可脱模。
2)拆模时注意保护棱角,避免用力过猛。
3)模具边角位置要清理干净,不得粘有灰浆等杂物。涂刷隔离剂要均匀,不得漏刷或积存。
4)在生产全过程中加强叠合板成品的保护工作。
5)使用压板、磁力盒等配套工具固定边模,防止模板变形翘曲。
3. 板面翘曲问题等
这类质量通病可能影响到结构安全,属于严重质量缺陷。
(1)主要原因
1)混凝土原材质量不可靠,配合比不合理,收缩大,抗拉强度低。
2)蒸汽养护过程中温控不合理,升温、降温太快。
3)叠合板吊装、码垛堆放不当引起板面翘曲和裂缝。
4)构件拆模过早,混凝土强度不足,或钢筋保护层不合格,使得叠合板在自重或施工荷载下产生翘曲和裂缝。
(2)预控措施
1)控制混凝土水泥用量,水灰比和砂率不要过大,严格控制砂、石含泥量,避免使用过量粉砂。
2)优化混凝土配合比,控制混凝土自身收缩。
3)做好叠合板成品覆盖养护,保湿保温。
4)制订详细的构件脱模吊装、码放、倒运、安装方案并严格执行,构件堆放时支点位置不应引起混凝土发生过大拉应力,禁止在构件上部放置其他荷载及人员踩踏。
5)减少叠合板构件跨度,叠合板在吊装过程中经常会因为跨度过大而断裂,应提前做出优化设计方案,设计单位在进行构件设计时充分考虑这一问题,尽量将叠合板跨度控制在板的挠度范围内,同时需要对管道预埋部位以及洞口和边角部位采取一定的构造加强措施,以减少现场吊装过程中叠合板的损坏。
前后门架均支撑于已制成梁的顶部。前门架在梁顶铺设走行轨道的同时更换吊装螺纹钢(螺纹钢 加长)。
叠合板目前已广泛应用于实际工程项目中,有施工速度快,节约造价成本,成品质量好,绿色环保,节能减排等优点。随着我国装配式建筑的大力推广,叠合板作为主要预制构件将会得到更广泛的应用。
本文仅作为学习交流,请勿用于商业用途。