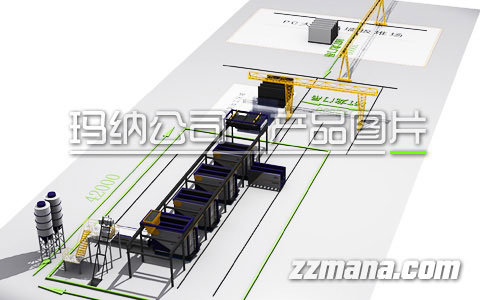
一、装配式建筑模壳生产线主要设备:
1、混凝土搅拌站:HZN120预制混凝土搅拌站
2、墙板板壳生产线:8台
3、衬模板:8套
4、成型芯管:8套
5、存管机架:8个
6、清管系统:1套
7、PC液压定位抽/穿芯一体机:1台
8、上面成型抹面机:1台
9、 布料机:1套
10、定位推板、清模一体机:1台
11、接板架:1台
12、托板架:16个
13、锅炉6t/h:1套
14、蒸汽养护箱:2套
15、桁吊:5个
16、转运车:3辆
17、钢丝网架保温板生产设备:2套
18、筒仓:10个,每个筒仓的贮存量为300t
19、主体运行叠合楼板生产线:1条
20、双跑楼梯双联模:5套
21、剪刀楼梯双联模:5套
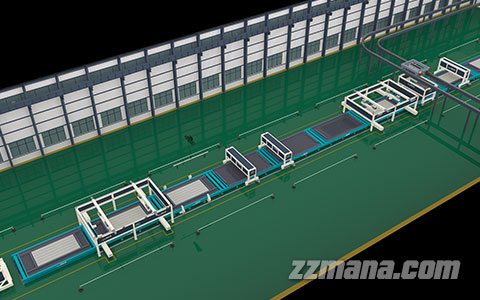
二、装配式建筑模壳生产线生产工艺流程:
(1)材料储运
水泥运输入场后,通过输送管道输送至筒仓中,沙子、细石运输入场后,输送至封闭式堆放场,添加剂运输入场后,输送至封闭式存储池。
(2)混合搅拌
采用电脑自动化控制的立轴式混凝土砂浆搅拌站,水泥、沙子、细石、添加剂、水等物料根据系统设置的配比自动计量每次的投入量,完成物料计量后,送至搅拌主机进行混合搅拌,进料过程为全封闭式结构,无废气产生。
(3)输送
通过轨道式摆渡小车或管道式输送泵输送至浇筑工作台。
(4)填模
清理后的模台移动至模具装配区进行模具组装,组装完成后,模台移动至浇筑区,通过布料机或者泵送管道注入砂浆或混凝土,完成浇筑。
(5)养护
压光好的坯体用码垛机将台模上的墙板送入养护窑,坯体直接与养护窑内的蒸汽至极接触,在恒压恒温养护8h左右,温度60℃左右。混凝土的蒸汽养护可分静停、升温、恒温、降温四个阶段,混凝土的蒸汽氧化应分别符合下列规定:
①静停期间应保持环境温度不低于5℃,罐筑结束4-6h且混凝土终凝后方可升温。
②升温速度不宜大于10℃/h。
③恒温期间混凝土内部温度不宜超过60℃,最大不得超过65℃,恒温养护时间应根据构件脱模强度要求、混凝土配合比情况以及环境条件等通过试验确定。
④降温速度不宜大于10℃/h。
(6)脱模
养护完成后,构件随模具一起移动至脱模区,进行脱模清理后,再将构件转运至堆场。
本文仅作为学习交流,请勿用于商业用途。